







Read the Workplace

‘Ohno-san said, “Supervisors and managers should go ‘read’ the situation in the workplace when the line stops. They shouldn’t waste their time gathering data. When a defect occurs, stop the line and go see what’s happened. That’s the way to discover the causes of problems. What good is preparing a bunch of data?”’*
I read Taiichi Ohno’s advice last week as I worked with a team in a surgical ICU that is testing a value management system. While ICU patients may share some specific care interventions, the sequence and timing of care by physicians, mid-level providers, and nurses is customized to each patient. We’re challenged in our ability to read the ICU workplace; there is no assembly line with repetitions of work cycles that should follow a standard time.
Ohno’s advice serves as a provocation: what would care for patients in the ICU look like if we could easily read performance and problems just by direct observation?
In the ICU project, process maps and displays of numerical data can help us read the workplace, which is not yet organized to make it easy to see problems like disruption to workflow that can delay appropriate care.
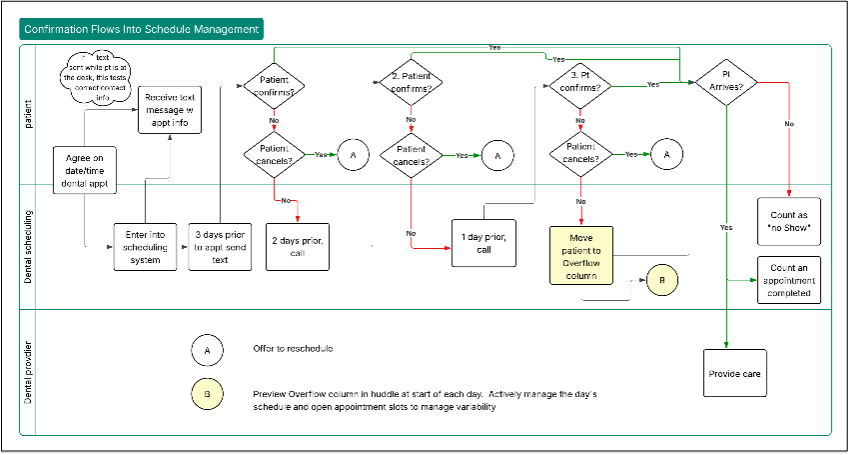
The team has drafted a process map to describe the overall flow of patients through the unit. They have created detailed descriptions of subprocesses, like the sequence of steps and actors in transfer of a patient from the ICU to another unit of the hospital. To characterize delays in processing blood samples, the team has looked at numerical data in tables, small multiple displays and a control chart.
Process documentation and data summaries are currently necessary to see the ICU workplace, which is not yet transparent and easy to read. The team’s visual management board, now under construction, will help. Addition of visual cues on order entry and bed transfers will help staff and supervisors see the work and problems as they occur.
Are all problems visible in the workplace?
Problems that seem impossible to detect in the flow of work—problems with long latency or delayed appearance—require analysis by people with knowledge of the situation. Insights will emerge from data gathered over multiple cycles and events.
Some problems are not easily visible and immediately addressable, even in automobile fabrication and assembly. “Here is what the Toyota Production System says about quality…: if you notice a defect, stop the line. That’s a wonderful way to raise quality awareness, but it only works with problems that people can see. Workers can overlook problems that are not readily visible. And a lot of quality issues with automobiles are not apparent to the eye of the worker on the line. That includes things like high-speed performance, noise, vibration, durability, and reliability.”**
*“What I learned from Taiichi Ohno”, an interview with Michikazu Tanaka, chapter two in The Birth of Lean: Conversations with Tiaiichi Ohno, Eiji Toyoda, and other figures who shaped Toyota management, Lean Enterprise Institute, Cambridge MA 2009, p 69. The entire book may be ordered here and Tanaka’s interview chapter is available on the LEI website here.
**Interview with Masao Nemoto, The Birth of Lean p. 176.

